 谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559
谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559
深圳市科(kē)翔模具有限(xiàn)公司
電話(huà): 86 - 755 - 2977 3559
電話: 86 - 755 - 29604615
傳真: 86 - 755 - 2960 4572
郵(yóu)箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳市光明新區公明街道西田社
區第二工業區24棟(dòng)A區
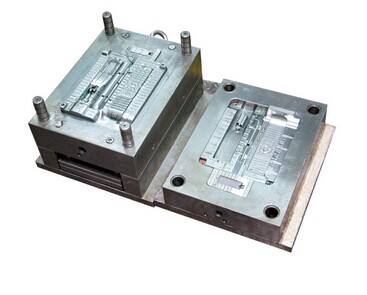
在模具(jù)中,氣陷,遲滯痕和縮孔是(shì)注塑(sù)加工中(zhōng)主要的缺陷,如果在模具初期沒有設計好的話,這(zhè)些問題往(wǎng)往(wǎng)造成很(hěn)大的困(kùn)擾。
什麽是氣(qì)陷?氣(qì)陷是模具型腔內的空氣和熔膠和發生作用所釋放出的氣體但被熔膠包圍後產生的缺陷, 氣陷的存在往往導(dǎo)致短射或焦痕(hén),甚至影響外觀和強(qiáng)度。每幅模具增加一個澆口, 就會增加氣陷發生的機率。 當塑件厚薄差異大時 ,如果澆口位(wèi)置設置不當,就(jiù)會因為跑道現(xiàn)象(xiàng)而導致氣陷.。
什麽是(shì)遲滯效應?遲滯效(xiào)應是指在熔膠流到(dào)產品厚薄交接處的時候(hòu) ,由於薄處的流動阻力較大,而在該處阻滯不前的所產生的缺陷。這種缺陷會造成產品產生短射 ,形成遲滯痕。所以我(wǒ)們(men)設計澆口位置時(shí)要距離可能發生(shēng)遲滯效應的最遠處 ,以消(xiāo)除或減少遲滯。
當我們在設計注塑模具加工時,發現塑件壁厚相(xiàng)差較大時 ,在避(bì)免模具噴流的前提下,為了保證(zhèng)塑膠的最終壓力有效地傳(chuán)遞到塑件較厚的部(bù)位以減少縮孔,一般澆口(kǒu)的位置應開設在塑件斷麵的最厚處 ,這樣有利於塑料填充及補料 ,如果(guǒ)塑(sù)件上設有加強筋,則可利(lì)用加強(qiáng)筋,以改善塑(sù)料流動條件。
實際上,氣陷,遲滯痕(hén)和縮孔(kǒng)這三者(zhě)在注塑加(jiā)工設計時就可以發現的,而我們做模具時就(jiù)應該仔仔細細(xì),多觀察,多思考,就完全可以避免這些問(wèn)題
深(shēn)圳市科(kē)翔模具(jù)有(yǒu)限公司是一家專業的塑膠模(mó)具設(shè)計生產(chǎn)工廠,致力於中型汽(qì)車(chē)模具, 電子產品, 家電類產(chǎn)品, 家(jiā)用品, 工業應用, 農業, 醫療器械等產品模具設計開發及生產.長期以來, 我們通過給客戶提供價格(gé)低, 質量好, 交期準的服務, 贏得了海內外客戶的一致好評。可以通(tōng)過我們公司官(guān)網(http://www.snshentu.com/)查(chá)看更多塑膠模具產(chǎn)品、塑膠注塑產品、塑料產品等等一些定(dìng)製模具開模。
上一篇: 深圳模具廠塑料模具設計流程(chéng)

全國服務(wù)熱線:
 深圳市夜精品A片观看无码一区二区模具有限公司
深圳市夜精品A片观看无码一区二区模具有限公司 掃一掃
添加微信谘詢
全國免費服務熱線
137-1421-9339