 谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559
谘詢熱線:86-755-29773559谘詢熱線:86-755-29773559
深圳市夜精品A片观看无码一区二区模具有限公司
電話: 86 - 755 - 2977 3559
電話: 86 - 755 - 29604615
傳(chuán)真: 86 - 755 - 2960 4572
郵箱: kexiangmold@126.com
sales@cousunmold.com
地址: 深圳市光明新區公明街道(dào)西田社
區(qū)第(dì)二工業區24棟A區
一(yī)、精密模具注塑 加工特(tè)性:
1. 對各種各(gè)樣原材料的生產加工融入強,並能成型填充料等改性材料的一(yī)些塑膠(jiāo)製品。
2. 能一次成型樣式(shì)複(fù)雜、精度(dù)較高和含有鑲件的塑膠製品;
3. 成型周期時間短;
4. 便於機(jī)械手、自(zì)動流水線等自(zì)動化技術(shù)相配合,生(shēng)產製造效(xiào)率好(hǎo);
5. 產品(pǐn)外型性價比高(gāo),後期加工少;
二(èr)、注塑機構造組成:
一台注(zhù)塑(sù)機是由注塑係統、合模係統、液壓機(jī)係統、電子操縱(zòng)控製係統等構成.
1. 注塑(sù)係統:將原材料勻稱地(dì)熔(róng)融成溶體,以充足的工作壓力和速率將一定量的溶體引入模具中。
注塑係統關鍵由:熔融設(shè)備(擠出機螺杆、料筒、噴頭、電熱圈等)、料倉、計量檢定設備、擠出機螺杆齒輪傳動、注入液壓(yā)缸、注塑(sù)座(zuò)總體挪動液壓缸等構成
2.合模係統:固定模具不動,完成模具的開閉姿勢,在注塑和保壓時確保模具(jù)卡緊及其產品壓射。
合模係統由:前定模版、後動模版、支撐杆、合模液壓缸(gāng)、合模設備、調模設備、產品(pǐn)的壓射設備保護性設備
電氣控製係統(tǒng)係統由:電子計算機及通信接口、各種各樣家用電器、檢驗元器件、儀表盤、液壓機驅動器運算放大器構成。二者有機化學的結(jié)合對(duì)注塑機出示驅動力和完成操縱。
3.液(yè)壓傳動係(xì)統(tǒng)與(yǔ)電子控(kòng)製係統:確保注塑機按成型全過程預訂的規定(工作(zuò)壓力、溫度、速率、時間(jiān))和姿勢程序流程合理地工作中。
液壓傳(chuán)動係統設備由:各種各樣液壓件、液壓機液壓(yā)控製係(xì)統、液壓機實行元器件等構成
三、注(zhù)塑機分(fèn)類
1.按熔融方法和精密模具注塑加工特性方法分
柱塞(sāi)式注塑成型機:塑化性不(bú)好,混煉性差,要加裝分流梭裝(zhuāng)置;
螺杆(gǎn)式(shì)注塑成型機:依靠螺杆進行塑化與注射,混煉性與塑化性都很好。
2.按注塑機外觀設計分
(1)立式注塑機:注入係統和合模係(xì)統的(de)中線呈豎直(zhí)排序
優點和缺點:占地少,模具拆(chāi)卸便捷,便於安裝鑲件;外(wài)殼高可靠性差,投料檢修不方便,產品壓(yā)射時容易取(qǔ)下來,難以完成自動化技術
(2)臥式注塑(sù)機:注入係統和合模係統的(de)中線呈水準排序
優點和缺點:外殼低,可靠(kào)性好(hǎo)、有利於實際操作(zuò)和檢修(xiū)、產(chǎn)品壓射後可全自動掉下來,便於完成自動(dòng)式實際操作、模具裝拆不便,安裝鑲件不方便、占地大。
(3)角式機: 注入係統和合模係統的中線呈互相垂直排序
優點和缺點:能(néng)夠 成(chéng)型管理(lǐ)中間位(wèi)置不允許留進膠口印痕的產品;產品壓射時(shí)不可以全自動掉下來,有礙於自動式實際操作;占地坐落於立柱式(shì)機和立式機中間。
(4)多色(兩色和三色)機:可以使用多種顏色的注塑原(yuán)料,可以滿足客戶不同的(de)外觀要求。
優點和缺點:充分運用熔融設備熔融工作能力,可減少成型周期時間;安裝(zhuāng)鑲件的時間較長、具備二(èr)種(zhǒng)之(zhī)上色調的塑膠製品成型
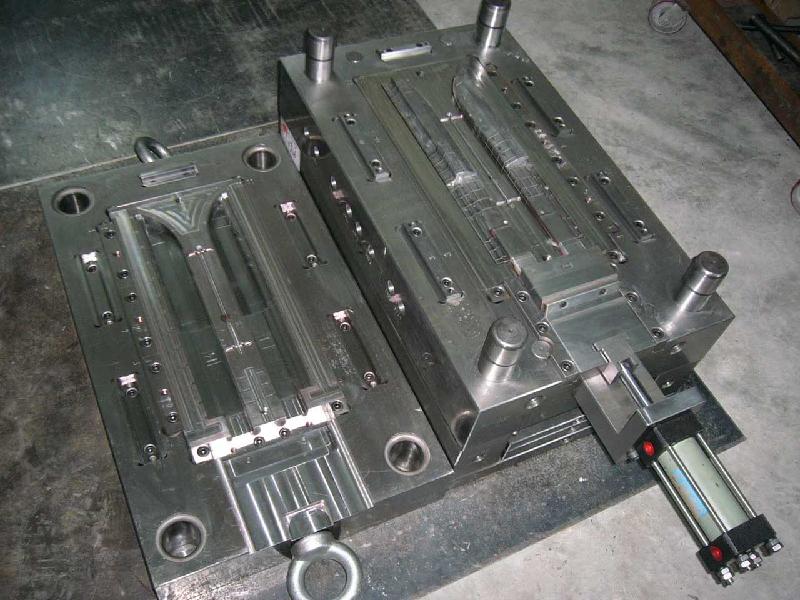
注塑成型(xíng)設備
3.按合模力係統特點分:機械式(shì)、液壓式(shì)、液壓機械式。
(1)機械式合模係(xì)統即(jí)全機械式,指從結構 的動作到合模力的(de)造成與維持全由齒輪傳動來健全。
(2)液壓(yā)-機械設備合模係統是液壓機和機(jī)械設備協同的傳動係統方式,一般以液壓油工作壓力造成原始健身運(yùn)動,再根據(jù)曲肘(zhǒu)組織(zhī) 的健身運動、力(lì)的變大和鎖緊(jǐn)來做到均衡、迅速合模(mó)。
(2)液壓式合模係統即全液(yè)壓式,指從結構的動作到合模力的造成(chéng)與維持全由(yóu)液壓傳動係統來進行。
上一篇: 分享立式包膠注塑加工技術
下一(yī)篇: 細談延長模具壽命(mìng)的三點

全(quán)國服務熱線:
 深(shēn)圳市夜精品A片观看无码一区二区模具有限公司
深(shēn)圳市夜精品A片观看无码一区二区模具有限公司 掃一掃
添加微信谘(zī)詢
全國免費服務熱線
137-1421-9339